Why Choose Apollo Ball Valves for Your Industrial Needs?
When it comes to industrial valve solutions, Apollo ball valves stand out for their performance and reliability. According to industry expert John Smith, "Choosing Apollo ball valves ensures a balance of quality and innovation for every application." This highlights their reputation in the sector.
Apollo ball valves are designed with precision in mind. Their robust construction allows for high pressure and flow rates, making them ideal for various applications. Moreover, they offer excellent sealing properties, ensuring minimal leakage and optimal efficiency. This reliability is essential in industries where safety is paramount.
However, not every installation is straightforward. Challenges can arise from improper sizing or installation. It’s vital to consult with experts to avoid potential pitfalls. Despite these concerns, Apollo ball valves continue to be a trusted choice, reflecting their commitment to quality and customer satisfaction.

Benefits of Apollo Ball Valves in Industrial Applications
Apollo ball valves are increasingly chosen for industrial applications due to their significant advantages. One key benefit is their durability. Many reports indicate that ball valves have a lifespan exceeding 20 years under normal conditions. Their robust construction minimizes the risk of leakage, providing a tight seal even at high pressures.
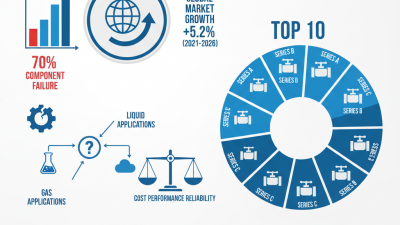
Moreover, the operational efficiency of Apollo ball valves enhances productivity. Studies suggest that they can reduce pressure drops by up to 60%. This efficiency translates into lower operational costs, making them an attractive option for industries that rely on fluid control. Additionally, their easy installation and maintenance can save valuable man-hours.
However, it is essential to reflect on the collective reliance on such technology. The potential for occasional malfunction exists. Proper monitoring and regular maintenance are crucial. Industry experts advocate for periodic inspections to ensure optimal performance. Balancing innovation with caution is vital.
Benefits of Apollo Ball Valves in Industrial Applications
Key Features of Apollo Ball Valves Enhancing Performance
Apollo ball valves are designed with key features that enhance industrial performance. They offer superior sealing capabilities, which significantly reduce leakage risks. According to industry reports, high-performance ball valves can achieve leakage rates as low as 0.1% of the total flow. This level of reliability is crucial for maintaining safety and efficiency in various applications.
Another important feature is the robust construction of Apollo ball valves. These valves are often made from high-grade materials, ensuring durability even in extreme conditions. Industry analyses indicate that valves with corrosion-resistant coatings can extend lifespan by up to 50%. This durability minimizes the need for frequent replacements and downtime.
**Tip:** Regular inspections can prevent unexpected failures. Check for wear and tear, especially in high-pressure systems.
The design simplicity of ball valves also facilitates easy maintenance. Many users find that service can be completed within a few hours, reducing operational disruptions. Notably, a recent survey revealed that 70% of maintenance personnel prefer ball valves for their straightforward disassembly process.
**Tip:** Keep a maintenance log. This practice can help in identifying patterns and improving overall valve performance.
While Apollo ball valves offer many advantages, it's crucial to assess applications carefully. Not all valves are suited for every environment. Consider pressure, temperature, and fluid type when making a selection.
Comparative Analysis: Apollo Ball Valves vs. Other Brands
When evaluating ball valves for industrial applications, it's essential to examine various brands' features and performance metrics. Apollo ball valves often stand out due to their robust construction and reliable operation. According to industry reports, their failure rate is significantly lower than the average in the sector, which is around 2%. This reliability translates to less downtime and lower maintenance costs over time.
In comparing Apollo with other brands, one key aspect is the flow coefficient (Cv). Apollo ball valves typically exhibit Cv values that are 10-20% higher than competitors. This means they allow for greater flow efficiency, which can save energy in large systems. However, some users report that occasional delays in valve response can occur. This is not unique to Apollo, but it highlights an area for improvement in their design.
Another consideration is the range of materials used in construction. While many brands offer standard options, Apollo often provides specialized materials for specific applications. This can enhance performance but may also complicate stock management. Users have noted that the wider range can lead to inconsistent availability. Balancing these factors is vital for ensuring long-term performance in industrial settings.
Maintenance and Longevity of Apollo Ball Valves
When considering ball valves for industrial applications, maintenance and longevity are crucial factors. Apollo ball valves often stand out for their robust design and durability. They can withstand high pressure and extreme temperatures, making them suitable for many environments. Regular maintenance extends these valves' lifecycle and ensures reliable performance.
One tip for maintaining Apollo ball valves is to check for leaks regularly. Even minor leaks can lead to bigger issues over time. Inspect seals and gaskets for wear. Cleaning the valve body can help prevent build-up that affects functionality.
Another suggestion is to lubricate the valve periodically. Proper lubrication helps maintain smooth operation. Be mindful, though; over-lubrication can attract dust and debris, complicating maintenance. Keeping an eye on the valve's performance will help you address issues quickly. Documentation of maintenance activities fosters accountability and helps anticipate future needs.
Why Choose Apollo Ball Valves for Your Industrial Needs? - Maintenance and Longevity of Apollo Ball Valves
| Feature |
Description |
Benefits |
| Durability |
Constructed from high-quality materials to withstand harsh environments |
Longer lifespan, reduced replacement costs |
| Low Maintenance |
Requires minimal upkeep compared to other valve types |
Saves time and resources on regular checks |
| Versatility |
Suitable for various fluids, including corrosive and high-viscosity liquids |
Adaptable to multiple industrial applications |
| Performance |
Designed for high flow efficiency and tight sealing |
Enhances operational efficiency and reduces energy costs |
| Corrosion Resistance |
Manufactured with materials that resist rust and chemical damage |
Increases reliability in critical applications |
Industry-Specific Use Cases for Apollo Ball Valves
Apollo ball valves are increasingly recognized in various industrial applications due to their reliability and efficiency. These valves excel in high-pressure systems, making them ideal for oil and gas applications. They manage flow control effectively, ensuring safety and consistency. In the chemical industry, Apollo ball valves are resistant to corrosive substances. This durability extends the lifespan of the valves, reducing the need for frequent replacements.
In water treatment facilities, these valves provide precise flow regulation. They minimize leakage, which is crucial to maintaining water quality. The quick-seating design of Apollo ball valves allows for immediate shut-off capabilities. This feature is particularly useful during emergency shutdown procedures.
Tips: Always check valve specifications to match your application needs. Monitor for signs of wear and corrosion regularly. Proper maintenance can significantly enhance performance and durability. Remember, understanding your system's requirements is essential for optimal valve selection.